 English
English  Deutsch
Deutsch 日本語
日本語 Français
Français English
English Tiếng Việt
Tiếng Việt usheenthermal
usheenthermal Alibaba
Alibaba
Descripción del producto
3611B-09 Patch SMT red glue es un adhesivo epoxi de un componente, alta temperatura y curado rápido. Se utiliza para unir componentes SMD en placas de circuito impreso. Seguro de usar y cumplir con los requisitos ambientales.

| I. Características del material antes del curado | ||
| Artículo | Parámetro | Método de prueba |
| Color | Rojo | Visualmente |
| Valor de rendimiento (25 ° C, Pa) | 620 | *** |
| Gravedad específica (25 ° C, g / cm3) | 1,36 ± 0,2 | *** |
| Viscosidad (25 ° C, cps) | 550.000 ± 10% | *** |
| Índice tixotrópico | 6.5 ~ 7.5 | *** |
| Punto de inflamación (TCC) | > 95 °C | *** |
| Tamaño de partícula | <15um | *** |
| Corrosión del espejo de cobre | Sin corrosión | Visualmente |
Método de uso y precauciones
1. El 3611B-09 almacenado en la tienda debe calentarse antes de su uso. Bajo el ambiente de 25 ° C, la temperatura normal de 30 ml es de 2-4 horas, y la temperatura de 200-300 ml es de 4-6 horas.
Precauciones:
(1) Para evitar la contaminación del pegamento no utilizado, no devuelva ningún pegamento al embalaje original.
(2) La solución de pegamento apenas se coloca en el aire, absorberá la humedad de las trazas y afectará el rendimiento, por lo que debe evitarse tanto como sea posible. Al imprimir en plantillas, no deje la placa de circuito impreso en el aire durante demasiado tiempo. Debe curarse lo antes posible. Si es necesario, se debe controlar la humedad del aire.
(3) Si en un entorno convencional no estándar: 25 ° C, descongele completamente de acuerdo con el entorno específico. No descongele rápidamente el pegamento calentando.
Precauciones:
(1) Para evitar la contaminación del pegamento no utilizado, no devuelva ningún pegamento al embalaje original.
(2) La solución de pegamento apenas se coloca en el aire, absorberá la humedad de las trazas y afectará el rendimiento, por lo que debe evitarse tanto como sea posible. Al imprimir en plantillas, no deje la placa de circuito impreso en el aire durante demasiado tiempo. Debe curarse lo antes posible. Si es necesario, se debe controlar la humedad del aire.
(3) Si en un entorno convencional no estándar: 25 ° C, descongele completamente de acuerdo con el entorno específico. No descongele rápidamente el pegamento calentando.
Prueba de condición de curado
La curva de curado guardada se muestra a continuación:
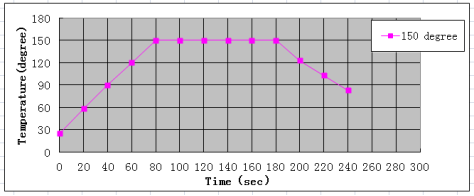
Las condiciones de curado adecuadas son generalmente el calentamiento a 150 ° C durante 90-120 segundos. La relación entre la velocidad de curado y la fuerza de unión final y la temperatura y el tiempo de curado se muestra a continuación:
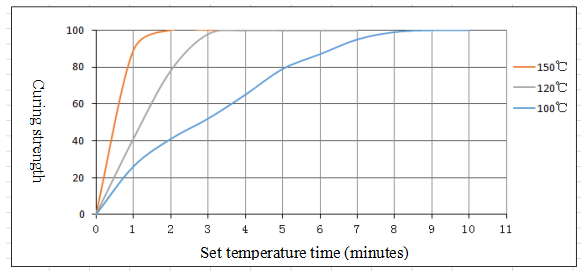
En el proceso de producción real, todo el tiempo de calentamiento es más largo que la figura, porque hay un tiempo de precalentamiento.

Las condiciones de curado adecuadas son generalmente el calentamiento a 150 ° C durante 90-120 segundos. La relación entre la velocidad de curado y la fuerza de unión final y la temperatura y el tiempo de curado se muestra a continuación:

En el proceso de producción real, todo el tiempo de calentamiento es más largo que la figura, porque hay un tiempo de precalentamiento.
Rendimiento y características
| Artículo | Parámetro | Método de prueba |
| Densidad (25°C, g/cm3) |
1.36±0.1 |
Visualmente |
| Coeficiente de expansión térmica (mmm / m / °C) | un1 :< Tg 50 | ASTM E831-86 |
| Conductividad térmica W.M-1. K-1 | un2 : > Tg 160 | ASTM C177 |
| Calor específico KJ.Kg-1. K-1 |
0.25 |
*** |
| Temperatura de transición vítrea (°C) |
105-110 |
*** |
| Constante dieléctrica |
112 |
*** |
| Tangente dieléctrica | 3.8(100KHz) | *** |
| Resistividad volumétrica | 2.1*1015Ω.CM | ASTM D257 |
| Resistividad superficial | 2.1*1015Ω. CM | ASTM D257 |
| Corrosión electroquímica | AN-1.2 | DIN 53489 |
| Resistencia al cizallamiento (pulverización de chapa de acero con bajo contenido de carbono) N / mm | 26 | ASTMD1002 |
| Fuerza de extracción N (C-1206, placa de circuito desnuda FR4) | 63 | |
| N.mm de fuerza de par (C-1206, placa de circuito desnuda FR4) | 51 |
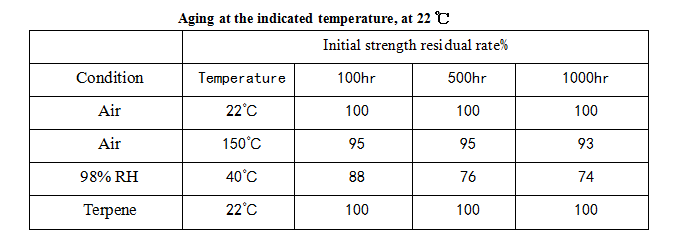
Propiedades y características
Método de prueba: resistencia al cizallamiento ISO 4587 / ASTM D1002
Material de prueba: pieza de prueba de corte GBMS
Método de curado: curado a 150 °C durante 30 minutos
Material de prueba: pieza de prueba de corte GBMS
Método de curado: curado a 150 °C durante 30 minutos

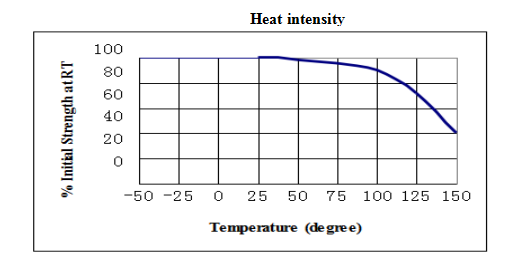
Resistencia química sólida / rendimiento del disolvente

Impregnación de soldadura resistente al calor
【Almacenamiento y transporte】 Almacenar en un lugar fresco y seco a una temperatura de 2-8 ° C durante 6 meses.
【Paquete】 Embalaje personalizado según las necesidades del cliente
【Período válido】 Este producto es válido por 6 meses
【Seguridad】 Por favor, consulte nuestro《Datos de rendimiento de seguridad de materiales》 (MSDS)

 +86 13728278261
+86 13728278261 +86 13728278261
+86 13728278261






